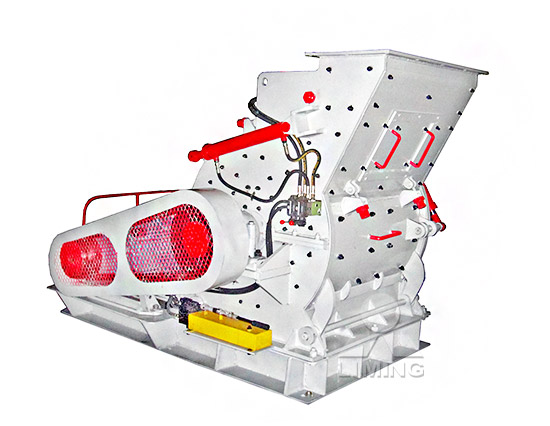
磨煤机打击轮

S36_50型风扇磨煤机打击轮在运行中存在的问题及改造措施
2015年3月19日 S36.50型风扇磨煤机打击轮打击板是平板型,打击板本身的耐磨性差,其径向布置降低了打击板的耐磨损性能,缩短了打击板的使用寿命。 收稿日期:2007-06-05作者简介:张伟 (1968-),男,2005年毕业于黑龙江电力职工大学热能动力设备专业,技师。 —437—Vol.29,No.6HeilongjiangElectricPowerDec.20071.2前盘磨损该厂制粉系统每个 2018年4月2日 风扇磨煤机打击轮( 前、 后盘)采用轻型结构在国内属于首次设计应用。 该设计减轻了前、 后盘和联接梁等部件的重量约三分之一, 并改变了它们几何形状, 增加了通流面积, 从而平均增大了磨煤出力5%以上。 以F M 34 0 . 8 20为例, 采用轻型结构设备重量可以从19 . 5t降到13t。 前盘结构设计中采用增加背筋来防止磨损, 后盘设计中应用 风扇磨煤机轻型打击轮技术研发论文 - 道客巴巴2023年6月5日 摘要: 为分析风扇磨煤机打击轮的工作应力并找出危险位置,基于有限元分析软件Abaqus,建立打击轮有限元模型,并依据实际工况进行静强度分析。 研究结果认为:打击轮的最大应力为391.9 MPa,位于前盘与外打击板相接触的凸台位置,已超出材料的屈服 ...风扇磨煤机打击轮强度分析及安全评价

FM340—1060型风扇磨煤机打击轮磨损及修复强度分析
2017年1月3日 风扇 磨 煤 机在 使 用 过 程 中,打击轮前盘 和 后 盘在 轴、径向 及 后 盘轮 辐 内 侧 都 有程 度不 同的 严重 磨损。 磨 损使打 击 轮 的 结 构 强度 逐 步 减 弱,出 力性 能亦 受 到 很大 影 响。 为 了 解决 打击轮修复 问 题,就 要 了 解 磨 损 前后 打击轮 的 结构 强 度 性 能 及 修 复后 的 结 构强 度,由此 确 定 打 击轮 各部 件 磨 摄 部 位 的最 大 允 许 磨损 2012年11月19日 第 卷第 期黑龙江电力 年 月 型风扇磨煤机打击轮在运行中存在的问题及改造措施 玳 鼬 题分析张伟 李伯远 王家宝 中国华电集团富拉尔基发电总厂黑龙江齐齐哈尔 哈尔滨工业大学黑龙江哈尔滨 国电双鸭山发电有限公司黑龙江双鸭山 摘要对富拉尔基发电总厂 型风扇磨煤机打击轮运行中存在打击板 ...S3650型风扇磨煤机打击轮在运行中存在的问题及改造措施2006年8月2日 用的大型机电设备. 该磨煤机的打击轮呈风扇状,故称 风扇式磨煤机(图1) . 其工作原理是,由电动机带动打 击轮以500 r/ min 转动, 通过打击轮对煤块的挤压和 磨擦,将其挤碎并碾成粉末. 吉林省长山热电厂在维修 FM340 - 820风扇式磨煤机打击轮时,提出以下问题:ADINA 确定热电厂磨煤机打击轮磨损极限 - cstam.cn

风扇磨煤机打击轮补焊技术研究 - 百度文库
磨损过 程 , 制订 了风扇磨煤机打击轮堆焊 工艺 评定标 准 , 采用 修复焊 接技 术获 得所需 要 的表面性 能 ( 冲击 、 磨 抗 抗 损 ) 提高 了其耐磨性 能 , , 并通过耐磨堆焊层评定试板检验证 明了该补焊方法 的可行性 。2006年8月2日 利用ADINA程序计算磨损后打击轮的应力分布状态;根据强度理论,得到磨损极限,为打击轮维修提供了依据.实践证明,不超过磨损极限的打击轮修复以后可以满足使用精度要求,其使用期限与新的打击轮相同.磨损极限的确定为国家创造了经济效益用ADINA确定热电厂磨煤机打击轮磨损极限2010年10月9日 2006lectricPowerct.200风扇磨煤机打击轮磨损严重原因分析及对easonsuntermovesear—seriously,吉林双辽136400):针对国电双辽发电有限公司击轮磨损严重、检修周期缩短..风扇磨煤机打击轮磨损严重原因分析及对策 - 豆丁网

延长磨煤机打击轮运转周期的技术措施 - 百度学术
延长磨煤机打击轮运转周期的技术措施. 针对国电双辽发电有限公司30MW 机组,锅炉风扇磨煤机打击轮运行周期短,磨损严重进行设计,运行,检修,安装等方面的综合分析,并介绍了延长磨煤机打击轮使用寿命的具体技术措施,经采取一系列措施,磨煤机打击轮运行小时数 ...2015年3月19日 S36.50型风扇磨煤机打击轮打击板是平板型,打击板本身的耐磨性差,其径向布置降低了打击板的耐磨损性能,缩短了打击板的使用寿命。 收稿日期:2007-06-05作者简介:张伟 (1968-),男,2005年毕业于黑龙江电力职工大学热能动力设备专业,技师。 —437—Vol.29,No.6HeilongjiangElectricPowerDec.20071.2前盘磨损该厂制粉系统每个 S36_50型风扇磨煤机打击轮在运行中存在的问题及改造措施2018年4月2日 风扇磨煤机打击轮( 前、 后盘)采用轻型结构在国内属于首次设计应用。 该设计减轻了前、 后盘和联接梁等部件的重量约三分之一, 并改变了它们几何形状, 增加了通流面积, 从而平均增大了磨煤出力5%以上。 以F M 34 0 . 8 20为例, 采用轻型结构设备重量可以从19 . 5t降到13t。 前盘结构设计中采用增加背筋来防止磨损, 后盘设计中应用 风扇磨煤机轻型打击轮技术研发论文 - 道客巴巴

风扇磨煤机打击轮强度分析及安全评价
2023年6月5日 摘要: 为分析风扇磨煤机打击轮的工作应力并找出危险位置,基于有限元分析软件Abaqus,建立打击轮有限元模型,并依据实际工况进行静强度分析。 研究结果认为:打击轮的最大应力为391.9 MPa,位于前盘与外打击板相接触的凸台位置,已超出材料的屈服 ...2017年1月3日 风扇 磨 煤 机在 使 用 过 程 中,打击轮前盘 和 后 盘在 轴、径向 及 后 盘轮 辐 内 侧 都 有程 度不 同的 严重 磨损。 磨 损使打 击 轮 的 结 构 强度 逐 步 减 弱,出 力性 能亦 受 到 很大 影 响。 为 了 解决 打击轮修复 问 题,就 要 了 解 磨 损 前后 打击轮 的 结构 强 度 性 能 及 修 复后 的 结 构强 度,由此 确 定 打 击轮 各部 件 磨 摄 部 位 的最 大 允 许 磨损 FM340—1060型风扇磨煤机打击轮磨损及修复强度分析2012年11月19日 第 卷第 期黑龙江电力 年 月 型风扇磨煤机打击轮在运行中存在的问题及改造措施 玳 鼬 题分析张伟 李伯远 王家宝 中国华电集团富拉尔基发电总厂黑龙江齐齐哈尔 哈尔滨工业大学黑龙江哈尔滨 国电双鸭山发电有限公司黑龙江双鸭山 摘要对富拉尔基发电总厂 型风扇磨煤机打击轮运行中存在打击板 ...S3650型风扇磨煤机打击轮在运行中存在的问题及改造措施

ADINA 确定热电厂磨煤机打击轮磨损极限 - cstam.cn
2006年8月2日 用的大型机电设备. 该磨煤机的打击轮呈风扇状,故称 风扇式磨煤机(图1) . 其工作原理是,由电动机带动打 击轮以500 r/ min 转动, 通过打击轮对煤块的挤压和 磨擦,将其挤碎并碾成粉末. 吉林省长山热电厂在维修 FM340 - 820风扇式磨煤机打击轮时,提出以下问题:磨损过 程 , 制订 了风扇磨煤机打击轮堆焊 工艺 评定标 准 , 采用 修复焊 接技 术获 得所需 要 的表面性 能 ( 冲击 、 磨 抗 抗 损 ) 提高 了其耐磨性 能 , , 并通过耐磨堆焊层评定试板检验证 明了该补焊方法 的可行性 。风扇磨煤机打击轮补焊技术研究 - 百度文库2006年8月2日 利用ADINA程序计算磨损后打击轮的应力分布状态;根据强度理论,得到磨损极限,为打击轮维修提供了依据.实践证明,不超过磨损极限的打击轮修复以后可以满足使用精度要求,其使用期限与新的打击轮相同.磨损极限的确定为国家创造了经济效益用ADINA确定热电厂磨煤机打击轮磨损极限
风扇磨煤机打击轮磨损严重原因分析及对策 - 豆丁网
2010年10月9日 2006lectricPowerct.200风扇磨煤机打击轮磨损严重原因分析及对easonsuntermovesear—seriously,吉林双辽136400):针对国电双辽发电有限公司击轮磨损严重、检修周期缩短..延长磨煤机打击轮运转周期的技术措施. 针对国电双辽发电有限公司30MW 机组,锅炉风扇磨煤机打击轮运行周期短,磨损严重进行设计,运行,检修,安装等方面的综合分析,并介绍了延长磨煤机打击轮使用寿命的具体技术措施,经采取一系列措施,磨煤机打击轮运行小时数 ...延长磨煤机打击轮运转周期的技术措施 - 百度学术2015年3月19日 S36.50型风扇磨煤机打击轮打击板是平板型,打击板本身的耐磨性差,其径向布置降低了打击板的耐磨损性能,缩短了打击板的使用寿命。 收稿日期:2007-06-05作者简介:张伟 (1968-),男,2005年毕业于黑龙江电力职工大学热能动力设备专业,技师。 —437—Vol.29,No.6HeilongjiangElectricPowerDec.20071.2前盘磨损该厂制粉系统每个 S36_50型风扇磨煤机打击轮在运行中存在的问题及改造措施

风扇磨煤机轻型打击轮技术研发论文 - 道客巴巴
2018年4月2日 风扇磨煤机打击轮( 前、 后盘)采用轻型结构在国内属于首次设计应用。 该设计减轻了前、 后盘和联接梁等部件的重量约三分之一, 并改变了它们几何形状, 增加了通流面积, 从而平均增大了磨煤出力5%以上。 以F M 34 0 . 8 20为例, 采用轻型结构设备重量可以从19 . 5t降到13t。 前盘结构设计中采用增加背筋来防止磨损, 后盘设计中应用 2023年6月5日 摘要: 为分析风扇磨煤机打击轮的工作应力并找出危险位置,基于有限元分析软件Abaqus,建立打击轮有限元模型,并依据实际工况进行静强度分析。 研究结果认为:打击轮的最大应力为391.9 MPa,位于前盘与外打击板相接触的凸台位置,已超出材料的屈服 ...风扇磨煤机打击轮强度分析及安全评价2017年1月3日 风扇 磨 煤 机在 使 用 过 程 中,打击轮前盘 和 后 盘在 轴、径向 及 后 盘轮 辐 内 侧 都 有程 度不 同的 严重 磨损。 磨 损使打 击 轮 的 结 构 强度 逐 步 减 弱,出 力性 能亦 受 到 很大 影 响。 为 了 解决 打击轮修复 问 题,就 要 了 解 磨 损 前后 打击轮 的 结构 强 度 性 能 及 修 复后 的 结 构强 度,由此 确 定 打 击轮 各部 件 磨 摄 部 位 的最 大 允 许 磨损 FM340—1060型风扇磨煤机打击轮磨损及修复强度分析
S3650型风扇磨煤机打击轮在运行中存在的问题及改造措施
2012年11月19日 第 卷第 期黑龙江电力 年 月 型风扇磨煤机打击轮在运行中存在的问题及改造措施 玳 鼬 题分析张伟 李伯远 王家宝 中国华电集团富拉尔基发电总厂黑龙江齐齐哈尔 哈尔滨工业大学黑龙江哈尔滨 国电双鸭山发电有限公司黑龙江双鸭山 摘要对富拉尔基发电总厂 型风扇磨煤机打击轮运行中存在打击板 ...2006年8月2日 用的大型机电设备. 该磨煤机的打击轮呈风扇状,故称 风扇式磨煤机(图1) . 其工作原理是,由电动机带动打 击轮以500 r/ min 转动, 通过打击轮对煤块的挤压和 磨擦,将其挤碎并碾成粉末. 吉林省长山热电厂在维修 FM340 - 820风扇式磨煤机打击轮时,提出以下问题:ADINA 确定热电厂磨煤机打击轮磨损极限 - cstam.cn磨损过 程 , 制订 了风扇磨煤机打击轮堆焊 工艺 评定标 准 , 采用 修复焊 接技 术获 得所需 要 的表面性 能 ( 冲击 、 磨 抗 抗 损 ) 提高 了其耐磨性 能 , , 并通过耐磨堆焊层评定试板检验证 明了该补焊方法 的可行性 。风扇磨煤机打击轮补焊技术研究 - 百度文库

用ADINA确定热电厂磨煤机打击轮磨损极限
2006年8月2日 利用ADINA程序计算磨损后打击轮的应力分布状态;根据强度理论,得到磨损极限,为打击轮维修提供了依据.实践证明,不超过磨损极限的打击轮修复以后可以满足使用精度要求,其使用期限与新的打击轮相同.磨损极限的确定为国家创造了经济效益2010年10月9日 2006lectricPowerct.200风扇磨煤机打击轮磨损严重原因分析及对easonsuntermovesear—seriously,吉林双辽136400):针对国电双辽发电有限公司击轮磨损严重、检修周期缩短..风扇磨煤机打击轮磨损严重原因分析及对策 - 豆丁网延长磨煤机打击轮运转周期的技术措施. 针对国电双辽发电有限公司30MW 机组,锅炉风扇磨煤机打击轮运行周期短,磨损严重进行设计,运行,检修,安装等方面的综合分析,并介绍了延长磨煤机打击轮使用寿命的具体技术措施,经采取一系列措施,磨煤机打击轮运行小时数 ...延长磨煤机打击轮运转周期的技术措施 - 百度学术